

成功案例
南阳汉冶特钢有限公司55米冷床本体及上下料机构电气传动控制系统
南阳汉冶特钢有限公司55米冷床本体及上下料机构电气传动控制系统为续建3500mm精轧机遗留传动及精整线传动自动化系统的配套项目的供配电装置及传动控制自动化系统,主要承担加热炉区上料辊道、下料辊道控制系统、轧机区控轧控冷辊道、ACC出口辊道传动系统、承担精整线配套55米滚盘式冷床(3#)、2#冷床下料辊道、32米移送台架、16米移送台架、精整下线辊道传动系统的辊道传动系统及其配套的基础传动自动化的详细设计及制造、安装、调试、配合验收等。
项目系统的自动化网络配置如下图:
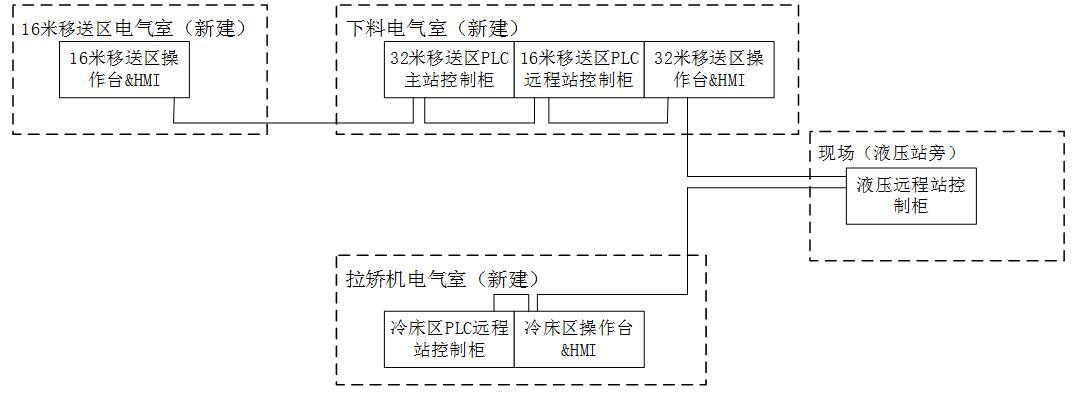
自动化系统网络图
自动化网络架构采用西门子S7-300+ET200方式,传动系统采用西门子G130、S120传动装置,PLC与传动装置采用西门子PROFIBUS总线通讯方式控制。
项目技术亮点:55米冷床上、下料机构运行的同步控制采用无编码器的矢量控制方式。
冷床上、下料机构相同,以上料机构为例说明。冷床上料机构由2段传动轴构成,每段传动轴由2台30KW电机驱动,2段传动轴通过电磁离合器分离和结合。由于机械设计为配置编码器,要实现4台电机的同轴的同步控制,只能采用无编码器矢量控制方式。通过编程调试,达到同步,实现工艺要求。
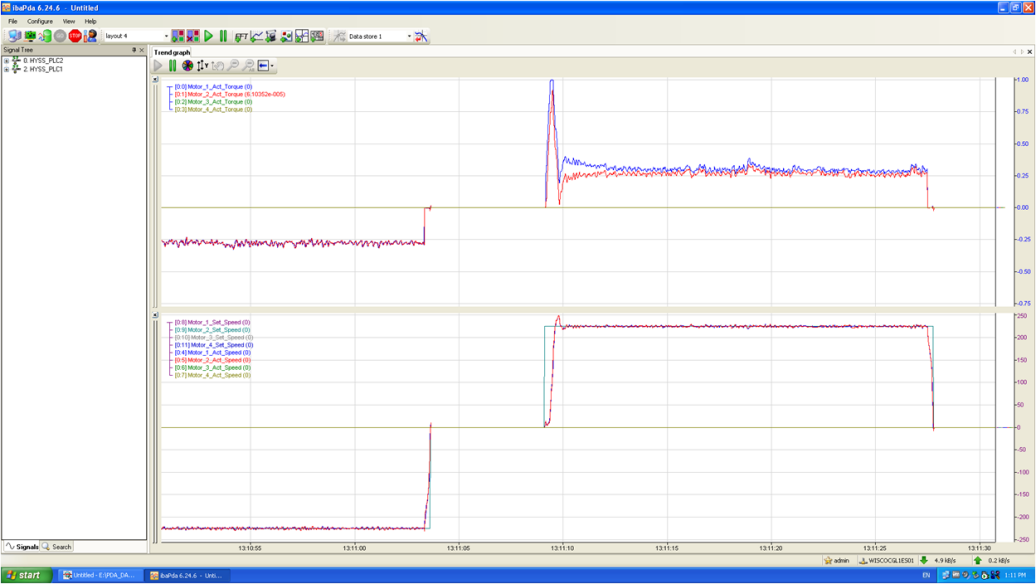
速度、扭矩监控图
拜尔斯道夫日化(武汉)有限公司
膏体管道输送控制系统改造
膏体管道输送控制系统改造项目都是对原有PLC系统进行升级改造,原PLC系统为西门子S7-300系统,采用PROFIBUS通讯IO从站。现如今使用西门子S7-1500系列PLC及PROFINET网络替换原系统。
原网络图
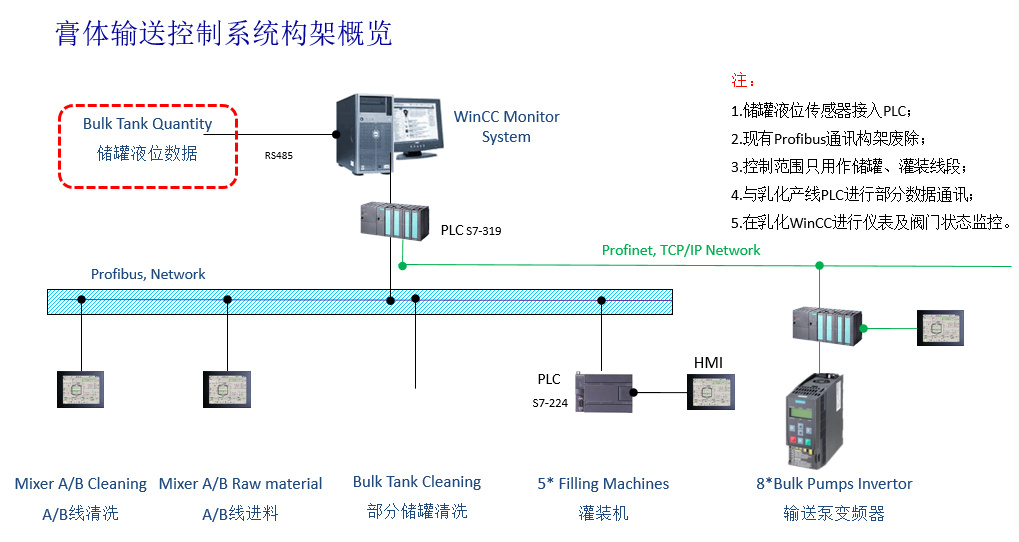
原系统为S7-319CPU,与从站通讯未PROFIBUS通讯。
改造后网络如图
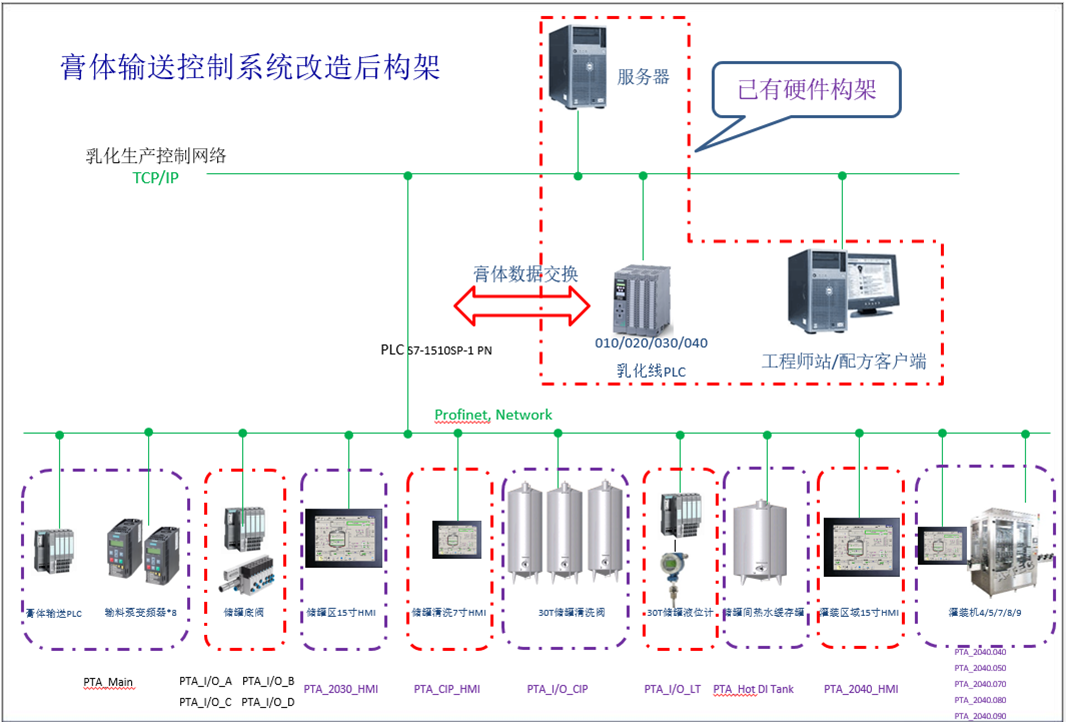
升级后,PLCCPU使用S7-1510SP,使用ET200SP作为IO从站,采及现场传感器信号。就地操作屏使用威纶通触摸屏,降低系统改造成本。与乳化线PLC采用S7单边通讯进行相关生产数据对接。
改造后,系统网络更稳定,部分系统功能自动化更高。
上一条:
下一条:







中企跨境-全域组件
制作前进入CSS配置样式
电话:
手机:
邮箱:
留言:
在线客服添加返回顶部
右侧在线客服样式 1,2,3 3
图片alt标题设置: 武汉海晨工控技术有限公司
表单验证提示文本: 内容不能为空!
CSS / JS 文件放置地